安阳长轴加工品牌
发货地址:广东省深圳市宝安区石岩街道
产品数量:9999.00个
价格:面议
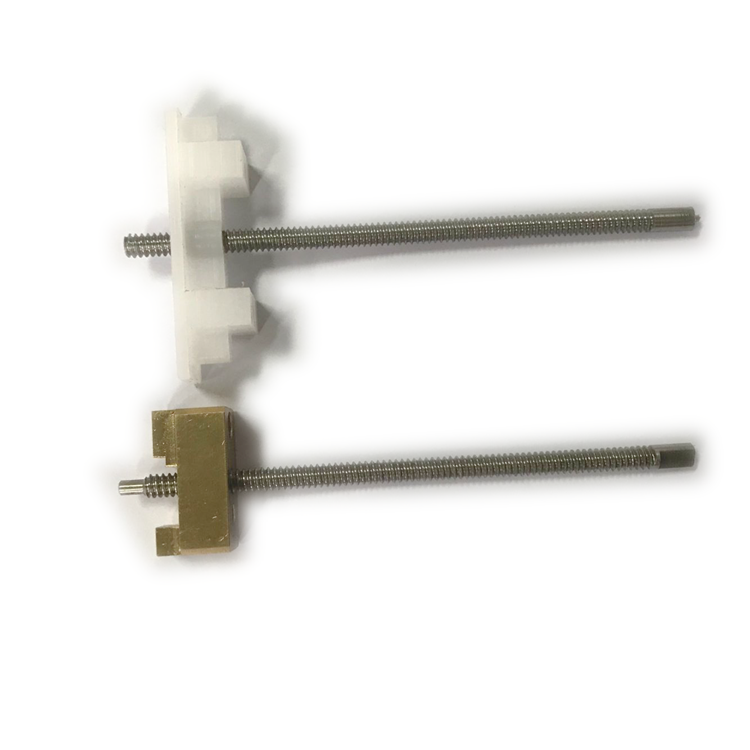
走心机订做针轴 长轴 连接轴 小型轴 玩具马达轴 风扇转轴

细长轴加工
车削细长轴的关键技术是防止加工中的弯曲变形,为此必须从夹具、机床辅具、工艺方法、操作技术、刀具和切削用量等方面采取措施。 1、改进工装夹方法在车削细长轴时,一般均采用一头夹和一头顶的装夹方法。用卡盘装夹工件时,在卡爪与工件之间套入一开口的风丝圈,以减少工件与卡爪轴向接角长度。在尾座上采用弹性顶尖,这样当工件受切削热而伸长时,顶针能轴向伸缩,以补偿工作的亭台形,减少工件的弯曲。 2、采用跟刀架跟刀架为车床的通用除件,它用来在刀具切削点附近支承工件并与刀架溜板一起作纵向移动。跟刀架与工件接触处的支承一块一般用耐磨的球墨铸铁或青铜制成,支承爪的圆弧,应在粗车后与外圆研配,以免擦伤工件,采用跟刀架能抵消加工时径向切削分力和工件自重的影响,从而减少切削振动和工件变形,但必须注意仔细调整,使跟刀架的中心与机床顶针中心保持一致。 3、合理选择车刀的角度为减少径向切削力,宜选用较大主偏角;前刀面应磨出R=1.5-3mm的断屑槽,前角一般取γ0=150-300;;刃倾角λs取正值,使切屑流向待加工表面;车刀表面粗糙度值要小,并经常保持切削刃锋利。 4、合理选择切削用量车削细长轴时,切削用量应比普通轴类零件适当减小,用硬质合金车刀粗车,可按下表切削用量。 精车时,用硬质合金金车刀车削φ20φ40mm,长1000-1500mm细长轴时,可选用f=0.15-0.25mm/r,ap=0.2-0.5mm,v=60-100m/s
不锈钢电动牙刷轴 微型轴加工 专业加工不锈钢非标长轴 石岩数控车床加工厂家

轴是穿在轴承中间或车轮中间或齿轮中间的圆柱形物件,但也有少部分是方型的。轴是支承转动零件并与之一起回转以传递运动、扭矩或弯矩的机械零件。一般为金属圆杆状,各段可以有不同的直径。机器中作回转运动的零件就装在轴上。
轴类零件的材料:
1、碳素钢35、45、50等优质碳素结构钢因具有较高的综合力学性能,应用较多,其中以45钢用得较为广泛。为了改善其力学性能,应进行正火或调质处理。不重要或受力较小的轴,则可采用Q235、Q275等碳素结构钢。
2、合金钢合金钢具有较高的力学性能,但价格较贵,多用于有特殊要求的轴。例如采用滑动轴承的高速轴,常用20Cr、20CrMnTi等低碳合金结构钢,经渗碳淬火后可提高轴颈耐磨性;机转子轴在高温、高速和重载条件下工作,必须具有良好的高温力学性能,常采用40CrNi、38CrMoAlA等合金结构钢。轴的毛坯以锻件优先、其次是钢;尺寸较大或结构复杂者可考虑铸钢或球墨铸铁。
例如,用球墨铸铁制造曲轴、凸轮轴,具有成本低廉、吸振性较好,对应力集中的敏感性较低、强度较好等优点。轴的力学模型是梁、多数要转动,因此其应力通常是对称循环。其可能的失效形式有:疲劳断裂、过载断裂、弹性变形过大等。轴上通常要安装一些
-/gjjebd/-
http://www.szruixinwj.com




